|
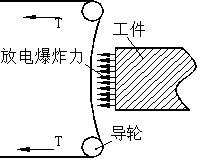
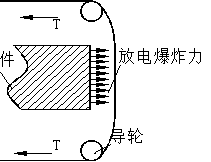
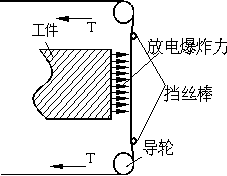
电火花线切割加工由于采用导轮的V型槽对电极丝进行定位,因此在X正,X负,Y正,Y负四个方向切割时其定位效果是不同的,虽然电火花加工不存在宏观的切削力,但在放电加工时仍然存在放电爆炸力。四个方向切割中,X正切割时,由于放电爆炸力是将电极丝推向导轮的定位槽,如图1a所示,因此定位更加可靠,加工的稳定性最好。当进行X负方向切割时,如图1b所示,放电的爆炸力是将电极丝推离导轮的定位槽,因此加工的稳定性最差,所以切割X负方向时如果切割能量大,冷却不好就十分容易断丝。而切割Y正,Y负两个方向的稳定性则介于X正,X负之间。因此在切割路径安排时应该尽可能避开X负方向的切割,或在进行X负方向切割时降低放电能量。也可以通过增加挡丝棒来解决X负切割易断丝的问题,如图1c所示,但挡丝棒结构又会增加电极丝的磨损,必须控制挡丝棒的压上量在0.1~0.2mm,否则会降低电极丝的使用寿命。
|