根据紫铜材料的物性特点,采取以下相应措施:
① 紫铜材料软而粘,切割过程中排屑不畅,因此须选用排屑性能较好的工作液切割,如采用佳润系列工作液,由于其可以达到较宽的放电间隙及较好的冷却效果,因此切割速度会大大提高。
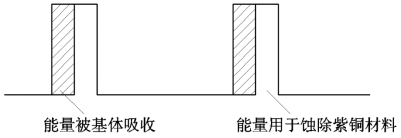
② 采用较宽的脉冲宽度、较长的脉冲间隙并增加功率管个数。紫铜材料一个重要的物性就是导热率很高,放电后一部分热量会迅速被紫铜基体吸收,如图1所示,这也就是紫铜为什么难切的一个原因。如果脉冲太窄,则放电产生的热能基本被基体吸收,用于蚀除紫铜材料的热量就很少。为此必须采用较宽的脉冲宽度及较高的峰值电流进行切割,同时为便于排屑顺畅,应采用较宽的脉冲间隔。
|