|
JR1AA工作液是专门针对“中走丝”加工特点而研制的专用工作液,其在传统JR1A良好的加工性能基础上,针对“中走丝”的加工特点,进行了改进,其主要特性体现在以下几个方面:
1) 在6-8A主切时,仍能保持十分干净的极间状态,从而为后续的小能量修刀提供良好条件;
2) 介质具有良好的介电性能与通道压缩性能,能保障小能量修刀的正常放电;
3) 添加了光亮组分,使得加工表面更加亮白均匀;
4) 进一步改善了防锈性。
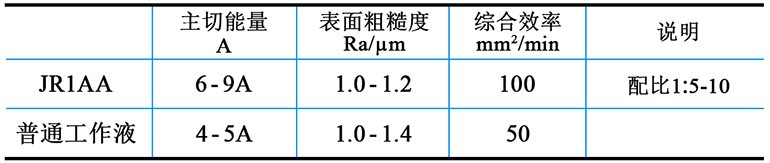
工作液在“中走丝”大能量主切时仍能保持极间处于比较干净的间隙状态是十分困难的,目前市面上大多数工作液在5A切割时,工件表面就已经出现了烧伤现象,而一旦产生烧伤,由于切割表面产生积碳,表面不平整,导电性不均匀,后续的修刀,尤其是小能量修刀就无法正常进行,这就是为什么目前市面上大多数工作液“中走丝”切割时,主切电流一般都在4A左右的主要原因,但这样必然导致“中走丝”的综合效率无法提升。因此目前“中走丝”在割一修二,最终修刀表面Ra 1.0-1.4µm 的综合效率都在50mm2/min左右。
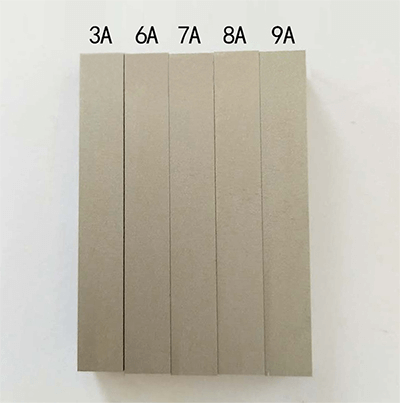
佳润JR1AA 中走丝专用工作液主要目的在于:首先充分发挥市面上“中走丝”机床高频电源的潜力,在主切加工电流6-8A 时(目前市面上“中走丝”机床的最大加工能量范围)能进行正常“无烧伤”切割,并且仍能保持放电间隙处于比较干净的状态,从而大幅度提高“中走丝”的主切效率及修刀后的综合效率;其次,由于在大能量主切条件仍能保持极间处于比较干净的间隙状态,因此可以借助工作液良好的介电性能及通道压缩性能,选用更小的修刀能量以获得细腻的切割表面,目前在Ra 1.0-1.2µm条件下,割一修二的综合效率已达到100mm2/min,图1的加工表面说明,由于JR1AA具有良好的性能,因此从3A-8A主切后,经过后续的两次修刀,均能达到比较好的表面粗糙度;第三,由于JR1AA组分中由于添加了光亮成分,切割工件的表面会更加均匀、亮白,在1µs脉宽等特定修刀条件下,表面粗糙度已经可以达到Ra 0.5µm,同时工作液的防锈能力及工作寿命也有显著提升。
|